The strategic offer of our offices is increasingly based on the PVD (Physical Vapor Deposition) coating process on tools for metal removal chip. Through technologically sophisticated machinery we carry out coatings capable of satisfying every processing need: from the classic TiN, to the latest generation HDP (High Density Plasma) developed for very high performance. The coating process begins with pre-coating cleaning and preparation, eliminating oils and impurities resulting from sharpening. This is followed by the application of the coating to the tool, possibly followed by a post-treatment polishing to optimize its performance. The final control phase constitutes the guarantee of the quality of the coating and of the entire production process.
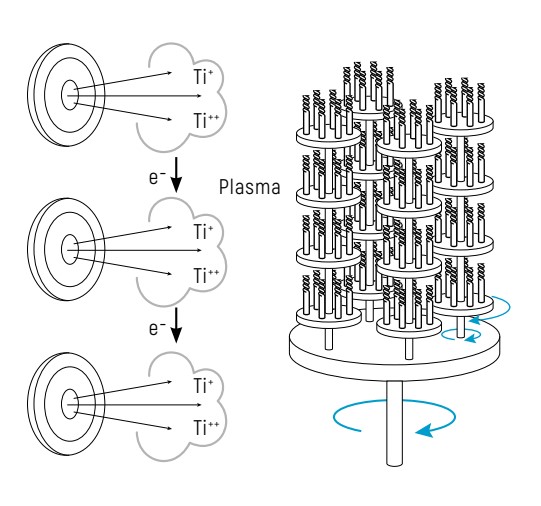
The PVD (Physical Vapor Deposition) coating consists in the deposition of atoms or molecules of elements with different intrinsic properties on cutting tools, to improve their characteristics. The process can be summarized as follows: Generation: of the particles (atoms) to be deposited, which takes place by physical means when metals that compose the coating layer (single/multi-layers) evaporate at high temperatures via numerous arc evaporators. Transport: of particles in vapor form from the sources (target) to the substrate (the tools), which occurs in a low-pressure environment through a highly reactive plasma made up of ionized vapor of the coating material. Deposition: of particles on the tools (condensation), facilitated by the presence of an electric field. For years, extensive research has focused on further improving this technique, resulting in increasingly effective coatings that have revolutionized mechanical processing methods. The most recent outcome of these efforts is referred to by the acronym HDP (High Density Plasma).
Thanks to next-generation cathodic sources, the HDP (High Density Plasma) coating allows for achieving a much higher plasma density compared to a traditional arc system. The ability to combine the effects of the HDP system with pulsed rather than static polarization promotes the creation of complex and highly compact layer structures, capable of achieving higher levels of hardness while maintaining an impressive degree of toughness. These conditions enable the precise deposition of both very thin coating layers, nearly free of droplets (macro-particles inherent to arc technology), and thicker layers without encountering the issue of self-detachment caused by high internal stresses.
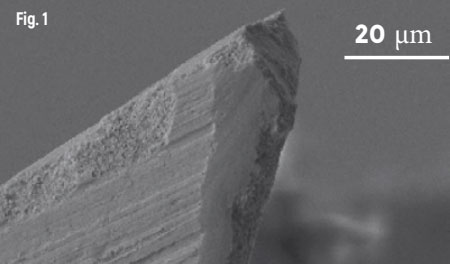
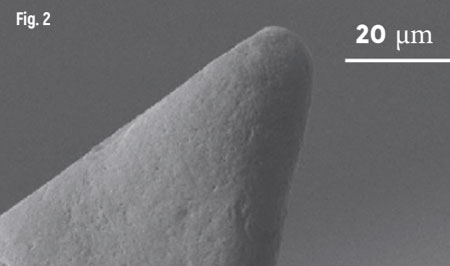
HONING: is the activity by which the cutting edge of the tool is prepared. It consists in polishing or water blasting with the aim of removing any residual grinding irregularities (Fig. 1), or any micro-cracks that pose a serious threat of creating premature edge failure during tool use. Optimization of the cutting edge of the tool (Fig. 2) ensures that after the treatment, its cutting ability is not altered. Obtaining a well-defined cutting edge with a constant radius also allows greater freedom in choosing the coating thickness to be applied. In the case of non-pretreated tools, the thickness must be limited to avoid the micro-chipping phenomena that can occur under specific working conditions. Moreover, due to reduced thickness, the full potential of the coating cannot be expressed, particularly with those having high Aluminum contents, which present high hardness and high resistance to hot oxidation in a manner directly proportional to thickness. Therefore, cutting edge optimization allows the full potential of each coating to be fully utilized. MICRO-SAND BLASTING: is used to remove superficial oxidization, when necessary, with the use of glass microspheres. DEGASSING: is the procedure with which machining impurities are removed from inside slots or lubrication-cooling holes in tools. If not removed, these impurities could give rise to adhesion problems during the coating cycle. Degassing is carried out in special ovens at higher temperatures than those used for deposition and under high vacuum conditions. ULTRASONIC CLEANING: This cleaning process is used for the removal of solid, semi-solid and liquid contaminants from the surface; it is an important step in the production processes. Cleaning can be performed with aqueous-based solutions with powerful ultrasound cleaners in two ways: using a multi-tank or single-tank system with the aid of vacuum under controlled temperature.
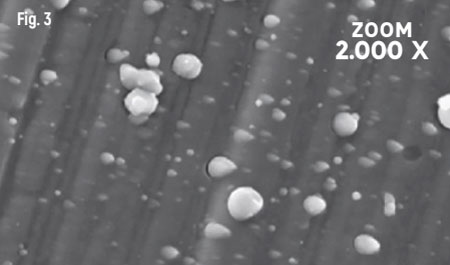
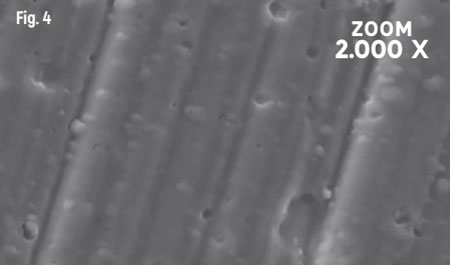
Traditional arc surface treatments suffer, to a greater or lesser extent, from the presence of macro-particle deposits (droplets, Fig. 3) on the surface. In the case of not particularly stressful machining circumstances, such droplets do not alter the behavior of the coating and their effect can be considered insignificant on the success of machining. When, on the other hand, it is necessary to maximize the potential of the tool-coating system, the improvement brought about by a post-coating polishing (topping) treatment is considered essential. The post-coating treatment must be conducted in an extremely controlled manner to ensure that macro-particles are removed properly, without damaging the coating itself or the cutting edge of the tool (Fig. 4).




























| Coating | Base | Structure | Microhardness (HV 0.05) | Coefficient of Friction vs 100 Cr 6 | Thickness (micron) | Deposition Temperature (C°) | Max temperature of use (max C°) | Color |
|---|---|---|---|---|---|---|---|---|
|
Titanium and Silicon | Monolayer HDP | 4000 | 0,25 | 1-1,5 | 480 | 700 | Brown |
|
Titanium | Multistructured HDP | 3500 | 0,25 | 1-3 | 480 | 350 | Red |
|
Aluminum and Titanium | Monolayer HDP | 3500 | 0,4 | 1-3 | 480 | 800 | Dark Grey |
|
Aluminum, Titanium and Silicon | Multistructured HDP | 3800 | 0,25 | 1-4 | 480 | >900 | Purple |
|
Aluminum nitride and Chromium | Monolayer HDP | 3200 | 0,6 | 1-4 | 480 | >900 | Blue Grey |
 |
Aluminum nitride and titanium | Monolayer HDP | 3400 | 0,6 | 1-2 | 480 | 800 | Dark Blue |
| Coating | Base | Structure | Microhardness (HV 0.05) | Coefficient of Friction vs 100 Cr 6 | Thickness (micron) | Deposition Temperature (C°) | Max temperature of use (max C°) | Color |
|---|---|---|---|---|---|---|---|---|
|
Aluminum nitride and titanium | Monolayer | 3400 | 0,6 | 1-2 | 480 | 800 | Dark Blue |
 |
Aluminum nitride and titanium | Monolayer | 3400 | 0,4 | 1-2 | 520 | 800 | Dark Blue |
|
Titanium carbonitride | Monolayer | 3500 | 0,5 | 1-3 | 480 | 350 | Blue Grey |
|
Titanium carbonitride + PLC | Multistructured | 3500 | <0,1 | 1-3 | 480 | 350 | Dark Grey |
|
Titanium nitride | Monolayer | 2200 | 0,6 | 1-4 | 480 | 500 | Yellow Gold |
 |
Chromium nitride | Monolayer | 1800 | 0,5 | 1-10 | 480 | 750 | Light Grey |
|
Titanium Nitride, Aluminum + Amorphous Carbon | Multistructured | 3000 | 0,6 | 1-3 | 480 | 700 | Dark Grey |
|
Zirconium nitride | Monolayer | 1600 | 0,4 | 1-4 | 480 | 700 | Yellow Gold |
|
Aluminum nitride and Titanium | Monolayer | 3200 | 0,6 | 3-5 | 480 | >900 | Black |
| Coating | Base | Structure | Microhardness (HV 0.05) | Coefficient of Friction vs 100 Cr 6 | Thickness (micron) | Deposition Temperature (C°) | Max temperature of use (max C°) | Color |
|---|---|---|---|---|---|---|---|---|
|
Carbon | Monolayer | 1500 | 0,1 | 1 | 480 | 300 | Dark Grey |
|
Carbon | Monolayer | 5300 | 0,1 | 1-2 | 150 | 600 | Black |
|
Polycrystalline | Monolayer | 10000 | 0,6 | 4-10 | 900 | 300 | Dark Grey |